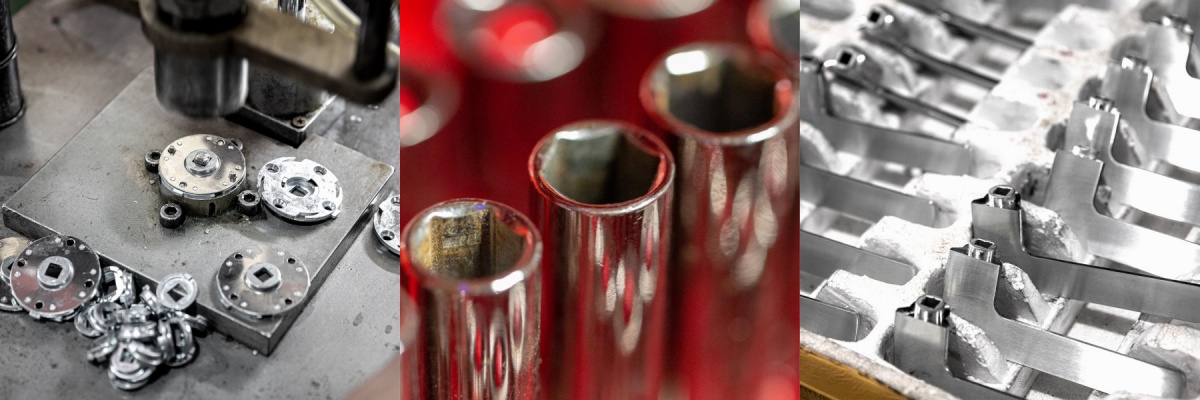
Литье под давлением
Процесс литья под давлением заключается в прессовании расплавленного металла в форму под высоким давлением для формирования различных сложных форм деталей дверной фурнитуры. Этот процесс необходимо завершить за очень короткое время, чтобы металл не остыл и не затвердел. После того как жидкий металл впрыскивается в форму, его необходимо охладить и затвердеть. Процесс охлаждения обычно занимает от нескольких секунд до нескольких минут, в зависимости от размера и формы детали. После охлаждения деталь будет извлечена из формы и обработана позже.

Обработка
Удаление заготовок и отливок под давлением обычно требует некоторых процедур последующей обработки, таких как удаление заусенцев, обработка поверхности, механическая обработка (сверление, нарезание резьбы) и т. д. Эти процедуры могут улучшить качество поверхности и точность размеров деталей, чтобы они соответствовали проектным требованиям.
ЧПУ (компьютерное числовое управление)
В процессе ЧПУ используются компьютерные программы для управления движением и работой станков, а также можно эффективно и точно выполнять различные задачи по резке, фрезерованию, токарной обработке, сверлению и другим задачам обработки деталей дверной фурнитуры.
Станки с ЧПУ могут работать непрерывно без вмешательства человека, что значительно повышает эффективность производства. Значительно сокращается время обработки сложных деталей, существенно сокращается производственный цикл.
Меняя программы и инструменты, станки с ЧПУ могут быстро адаптироваться к потребностям обработки различных деталей. Такая гибкость делает процесс ЧПУ подходящим для мелкосерийного производства моделей по индивидуальному заказу клиента.

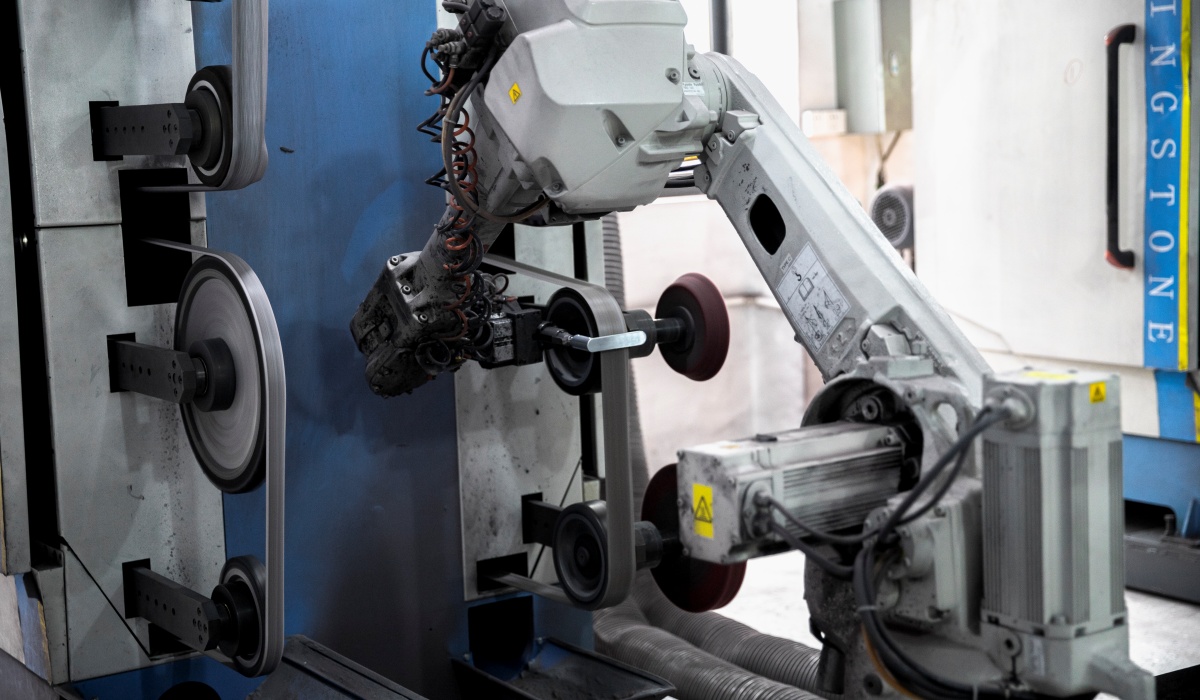
Полировка
Полировка всегда важна. У нас есть собственный полировальный завод, на котором работают около 15 опытных работников. Прежде всего, мы используем грубые (крупнозернистые) абразивные ленты для полировки «засветов» и «следов ворот». Во-вторых, для полировки форм мы используем тонкие (мелкие абразивные зерна) абразивные ленты. Наконец, мы используем ватный диск, чтобы отполировать глянцевую поверхность. Таким образом, на гальваническом покрытии не будет пузырьков воздуха и волн.

Процесс обработки поверхности: гальваника/аэрозольная краска/анодирование.
После того, как загрязнения на поверхности метизного изделия обработаны, пришло время добавить цвет. Этот процесс называется «гальваническим покрытием», а изделие, подвергшееся этому процессу, называется гальваническими деталями.
Сборка
Комбинация ручки и основания: соедините часть ручки и основание с помощью винтов или пряжек и убедитесь, что соединение между каждой частью прочное и не ослабевает.
Функциональная проверка: После сборки проведите функциональную проверку дверной ручки, чтобы убедиться, что вращение, переключатель и другие операции происходят плавно и нет заеданий.
